
Boa leitura Amigos ...
Uma faca do início ao fim: 1.Forjamento
Minha Motivação
Olá Caros Amigos.
Em meu ponto de vista, o melhor caminho para que consigamos fazer com que a arte da cutelaria atinja o nível de destaque que merece no Brasil, é compartilhando conhecimento.
Hoje somos um país com grandes artistas de nivel técnico internacional. Entretanto, temos pouca tradição neste ofício e sofremos de grande carência de literatura técnica em língua portuguesa.
Assim, certamente um dos caminhos mais eficazes para disseminar conhecimento é, sem dúvidas a internet.
A divulgação de conhecimento e a demonstração de nossos métodos tem algumas consequências positivas e imediatas:
1. Ajuda aos que estão em fase inicial da carreira.
2. Esclarecem e formam novos clientes. Mesmo que um potencial novo cliente tenha poder aquisitivo para adquirir facas custom, este, não conhecendo "como se faz", pode não compreender dar o devido valor que estas facas merecem.
3. Oferece conhecimento técnico ao público amante das lâminas, extinguindo mitos e falsos enunciados que desconstroem a arte.
Alguns Esclarecimentos
Como nosso trabalho é essencialmente solitário, cada cuteleiro termina por desenvolver alguns métodos próprios.
Ainda que tenhamos aprendido com profissionais com mais experiência, é normal que adaptemos a forma de fazer cada etapa, ao modo que entendemos ser o mais fácil.
O que estarei postando aqui são os meus métodos de trabalho.
Estarei atualizando regularmente o blog, com todas as etapas, do início ao fim do processo de produção de uma faca custom.
De modo algum tenho a pretensão de apresentá-los como sendo o mais correto ou o mais eficiente. É simplesmente, como eu faço!
Nem tampouco me coloco aqui como como cuteleiro de nível X ou Y.
Tão somente desejo mostrar como eu trabalho e de alguma forma, ajudar às pessoas.
REPLIQUE ESTA AÇÃO E COMPARTILHE ESTE ARTIGO!
AJUDE A DISSEMINAR CONHECIMENTO!
Grande abraço e que Deus abençoe à todos!
1. Forjamento
Segundo a Wikipédia: Forjamento é o nome genérico de operações de conformação mecânica efetuadas com esforço de compressão sobre um material dúctil, de tal modo que ele tende a assumir o contorno ou perfil da ferramenta de trabalho.
Para este forjamento, usei a liga de aço SAE 1095 e aço 15N20.
Trata-se de uma excepcional liga em termos de poder de corte e de excelente resultado em termos de tratamento térmico, pois a tabelas dos dois aços apresentam faixas de temperaturas quase idênticas para cada etapa.
Comecei minha barra inicial com 42 camadas, sendo 21 de cada aço, intercaladas entre si.
As barras de 1095 mediam 150 mm x 50 mm x 3 mm.
As de 15N20: 150 mm x 50 mm x 1,5 mm.
Isso resultou numa proporção exata de 1/3 de aço níquel.

Soldando barra inicial.

Pronto para iniciar o forjamento.

Esquentando a barra e pensando nas coisas da vida.

Jogando bórax (tetraborato de sódio). Deve ser colocado antes que o aço adquira cor. Na foto é a segunda vez que havia jogado.

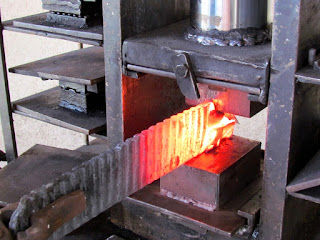
Barra à 1100ºC, temperatura ideal de caldeamento, evidenciada pela ebulição do bórax liquefeito.

Caldeando, sem excesso de força e gradualmente.

Unindo as camadas.

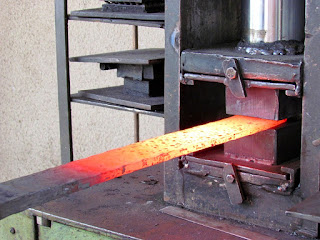
Esticando a barra. 42.000 quilos de força bruta.

Descartando a ponta da barra caldeada.
Isso elimina inclusões de solda entre os aços.

Na outra extremidade.

Medição do comprimento total.

Usando giz para marcar os cortes que dividirão a barra em 5 partes.

Use sempre equipamento de proteção individual:
1. Protetor auricular;
2. Óculos;
3. Máscara;
4. Luvas, e
5. Boné (a aba do boné impede que as fagulhas e ciscos atinjam seus olhos por cima dos óculos e protegem seu cabelo, ou o couro cabeludo, no meu caso, de queimaduras).

Incline a barra para cortá-la. Isso facilita!

Esmerilhando cuidadosamente as superfícies de caldeamento.

Superfícies limpas.

Normalmente as barras resultantes não terão todas o mesmo comprimento.
Se o forjamento for em prensa, coloque as menores no centro e divida as diferenças nas extremidades.
As prensas tendem a comprimir mais as barras centrais e consequentemente as alongam mais que as exteriores. No martelete esse efeito é o contrário.

Para soldar, use sempre máscara de solda e luvas.
Hoje as máscaras de escurecimento automático são muito mais baratas que há alguns anos. É um excelente equipamento. Vale cada centavo.

42 camadas vezes 5 = 210 camadas.

210 camadas vezes 4 = 840 camadas.

Achatando.
Laminando.

Cortando as lâminas.

Resultado: 6 lâminas e 2 tiras para fornituras.

Soldando a lâmina na barra de ferro. O forjamento com matrizes imprime forças altíssimas. Não recomendo de forma alguma o uso de tenazes, pois julgo perigoso.

Lâmina soldada.

Untando as matrizes com óleo de soja. Ele impede a aderência da lâmina.
Nunca use óleo mineral, pois o efeito é contrário: gruda!

quecendo a extremidade que será impressa.

Prensando o padrão. O óleo inflama.

Para forjar integrais, acho mais fácil caldear pastilhas para formar o bolster.
Pode ser feito já no forjamento da lâmina, mas prefiro assim.
Esmerilhando a superfície de contato na lâmina.

6 pastilhas para 3 facas.

Esmerilhando a superfície de contato.

Soldando as pastilhas na posição de caldeamento.

Logo que aquecer um pouco, aplique bórax.

Para caldear as pastilhas, sempre consegui melhores resultados com o martelo. Pode ser feito na prensa, mas sugiro o bom em velho martelo.
Forjando a espiga.

Finalizando a espiga à mão.

Forjamento concluído.

Para esta liga, que é muito dura e geralmente produz encruamento (endurecimento resultante de tensões internas advindas do forjamento), sugiro que se faça o recozimento.
O encruamento gera problemas especialmente ao se estampar a marca na lâmina que por estar dura, geralmente empena.
A faixa de temperatura ideal é de 770º C.
Lembre-se que o recozimento produz crescimento de grãos e consequentes problemas de fragilidade mecânica e deficiência na retenção de fio.
Fazer uma normalização antes da têmpera é obrigatório.

Faca à 770ºC. O forno é uma excelente ferramenta para se ter fidelidade no tratamento térmico. Também pode ser feito na forja.

Acondicionando a faca entre mantas cerâmicas
para que esfrie lentamente e fique macia para usinar e estampar.

Ah... a faxina também faz parte do trabalho!
Uma oficina limpa e organizada é imprescindível
para um trabalho esmerado e inspirado!
Em breve estarei postando as próximas etapas.
Acompanhe ! Compartilhe !


